
咨询热线:13905424166
咨询热线:13905424166
电 话:13905424166
手机:13589250706
18663976566
传 真:0532-83986289
邮 箱:huazesuji@163.com
地 址:山东省青岛胶州市兰州西路1188号
网址:www.qingdaohuaze.com

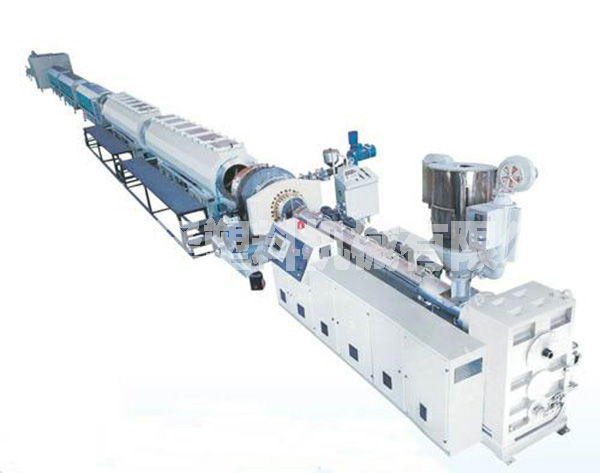
全套生产线由挤出机、挤出模具、成型机、冷却装置、辅助牵引机、锯割机、反转台组成。成型机主要有减速箱、上下模板、传动成型模板、机架、风冷装 置、前后移动装置组成,减速箱选用圆弧齿锅轮硬齿面减速机,专业生产双平壁钢带波纹管生产线上下模板材质为HT150经中空铸造,模板水冷强制风冷,模板材质为40Cr经热处理表面硬度 为HRC45-52,机架采用优.质钢焊接,结构合理稳定,驱动电机先用变频调速器,从而达到均匀无级调速。长春双平壁钢带波纹管生产线整机上下、左右、前后自动调节。预应力塑料波纹管生产线主要特点:结构紧凑、运转平稳、承载能力大、水冷强制风冷、产量高、使用寿命长等特点。
由于PE双壁波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE双壁波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,具体如下:(1)专业生产双平壁钢带波纹管生产线管材成型工艺流程:混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模(2)长春双平壁钢带波纹管生产线管材切断工艺流程:成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令

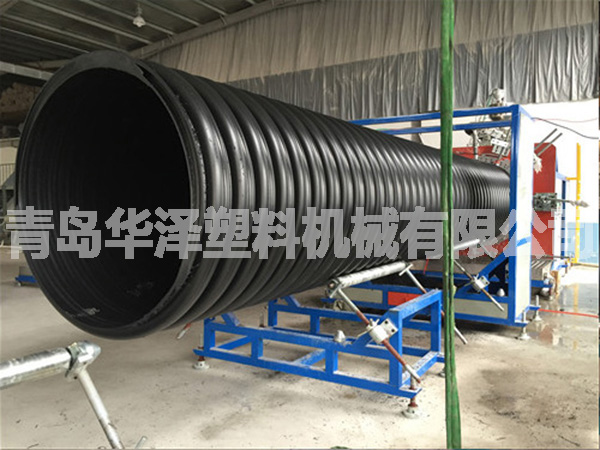
HDPE内肋增强波纹管是一种比较环保的管材,它可以耐腐蚀,并且质量较轻,安装起来也十分简便,但是在铺设管材的时候,长春双平壁钢带波纹管生产线有哪些注意事项是值得注意的呢?1、在一般应用情况下,HDPE内肋增强波纹管可在管槽、管井、管沟及吊顶内暗设,专业生产双平壁钢带波纹管生产线在管井铺设的时候应该在管井的每一层设置一个检修门,便于我们后期的检修工作,同样的,管道暗设在顶棚或者是管槽内时,也需要留有检修门。室内管道安装则需要注意在安装时留有足够的空间以利拆换附件。2、HDPE内肋增强波纹管在铺设时不应影响生产操作、交通运输和建筑物使用。尽量避免在生产设备上面通过,不得布置在遇水能引起燃烧、爆炸或损坏原料设备上面。
一、在开展管件储放全过程之中,专业生产双平壁钢带波纹管生产线谨记不必将各种波纹管立即置放在路面,尽量运用一些防护的物件开展防护。此外,在安裝的情况下不必立即拖地板把管件开展挪动,那样非常容易促使管件表层和路面上的长春双平壁钢带波纹管生产线各种硬块造成直接接触,从而造成刮伤的出現。二、虽然目前波纹管挑选了高品质的原料开展生产制造,可是在平时应用、安裝及其拆装的全过程之中,管件的一切内孔谨记不可以和别的硬块的触碰,那样也很有可能造成刮伤。

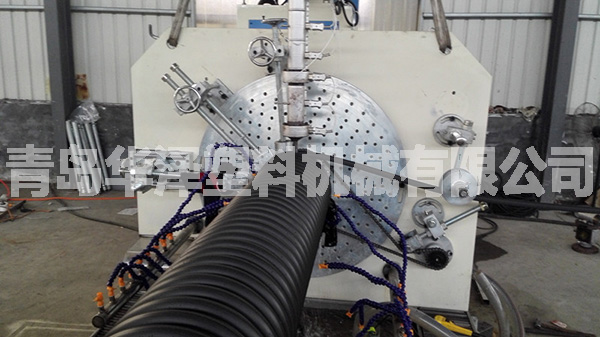
高密度聚乙烯环绕加强管选用高密度聚乙烯为原料,专业生产双平壁钢带波纹管生产线在热熔度状态下经过环绕成型工艺制成 ,并在热态未脱模前,经过滚动风冷方法冷却,管道逐步散热,壁厚均匀。HDPE环绕增强管选用承插式电熔衔接,管道两头在出产时被加工成承口和插口,并在承口端嵌入电熔丝,在管道衔接时,长春双平壁钢带波纹管生产线只需接入电源即可完结焊接,而且可以使管系统实现零渗漏。(1)环绕:热态环绕成型工艺,熔融状态的HDPE平料带及包覆PP的圆形加强筋同步环绕在加热到预定温度的钢模上。(2)切削:管材承、插端口按加工到标准尺寸。(3)脱模:管材从模具上脱离。
內肋管设备插口设备专业生产双平壁钢带波纹管生产线选用双挤胶体系,螺杆、料筒并列结构,替换或一起实现熔胶—射胶动作,使射胶口坚持接连高压打针状况,长春双平壁钢带波纹管生产线并根据模腔容量自动调节射胶量,不受单一机筒容量的限制。因此大大提高射台对成型产品的适用范围。模具的锁定自成一体,不受通用锁模装置的容模空间限制,可以在轴向和径向随意安置模具,完结一次打针或二次打针,适应多种大型、厚重塑料产品加工的需求。


